Sheet Metal Joining – Clinching
ABOUT CLINCHING TECHNOLOGY:
Clinching is a joining method for sheet metal, tubes, and profiles made in steel, stainless steel, non-ferrous metals (in particular aluminum), and fiber-reinforced plastics. With clinching, the connection is produced directly from the material of the workpieces to be joined, so that there is no need for screws, gluing, or welding.
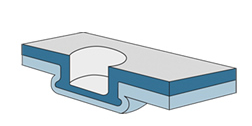
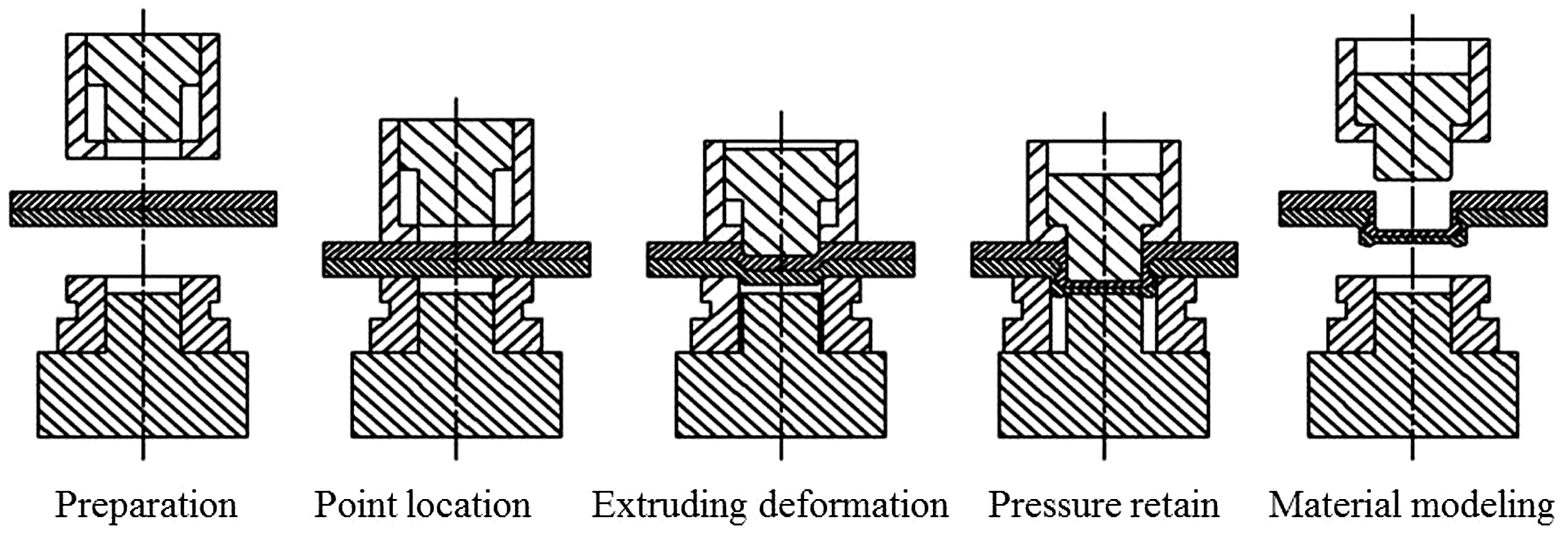
To put it simply: The joint is produced by pressing the workpieces into each other with great force. In the clinching process, the sheet materials are partly pushed through each other and then pressed together to plastically form an interlock. The technique is suitable for joining workpieces of identical or different thicknesses made from identical or different materials.
As clinched joints are not exposed to any thermal effects, the method can even be used for joining coated workpieces. There is thus no need for auxiliary material or parts such as rivets or soldering flux and clinched joints do not need to be reworked.
Compared to the more traditional sheet material joining methods, such as spot welding, spot friction stir welding, and self-piercing riveting,
WHAT WE CAN DO:
If you have a component that is already joined by clinching in different geographical locations and if you are looking for localization of part we can suggest a suitable solution based on your planned annual volume of production.
If the existing process is welding and if you are looking for a process change to improve the part joint strength under dynamic conditions, we will guide you through the tool selection, joint strength validation, and implementation in product design. We can provide automation solutions for mass production maintaining consistency in the joining process.
ADVANTAGES OF CLINCHING
- No thermal stress at the joining point.
- No interference with material properties of workpieces→ no deformation in workpieces
- Joining of workpieces of different thicknesses
- and made from different materials
- Flexibility concerning joining direction
- Various sheet thickness combinations can be machined with a single toolset
- Suitable for hybrid joining (combination of gluing and clinching)
- No need to prepare workpiece surfaces
- Joining of coated workpieces (metallic, organic coats) without damage to the coating
- No need for preparation or reworking of joining points/elements (pre punching, deburring, grinding)
- Irregular single layer thickness is not a problem
- Excellent conductivity of joining point
- Quality control using non-destructive testing of bottom thickness and outside diameter with gauges, and online process monitoring
- Cost-effective method for the joining of austenitic stainless steel.
